
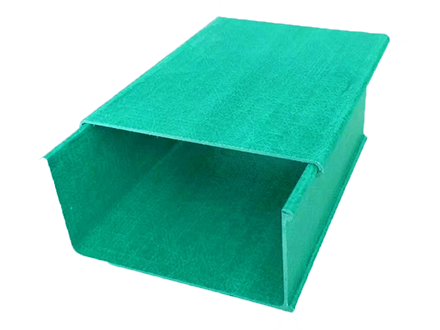
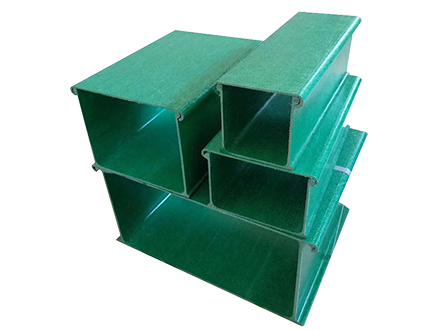
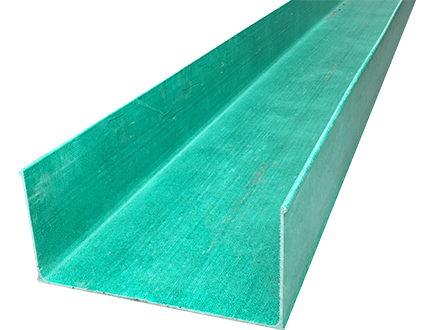


我們知道在生產玻璃鋼橋架所用的拉擠成形工藝是玻璃鋼成形工藝中的一種特殊工藝。連續纖維束(玻璃纖維、碳纖維等)和浸漬樹脂膠的氈在牽引作用下通過模具擠壓固化,連續生產無限長度的玻璃鋼制品。
然而在產品成型過程中,成型的產品與模具表面之間會有很強的附著力。此外,由于拉擠材料進入模口,隨著溫度的升高,樹脂粘度降低,體積增大,作用于模壁的壓力逐漸形成、增大并積累,在膠結區達到最大。為了防止形成的附加負載堅持模具,玻璃鋼制品的一種隔離膜(即脫模劑)之間必須應用產品和模具,這樣的產品可以輕易的模具,以保證產品的表面質量和模具的完整性。
所有材料表面都具有表面自由能。大小隨物質而變化。一般來說,金屬表面的自由能比較高。如果有機物也是固體,液體就會擴散并均勻分布在固體表面。脫模劑是具有很低的表面自由能,使模具表面均勻濕潤,在模具表面形成一層低表面能涂層,從而達到易脫模的效果。

由于拉擠工藝的生產是一個連續的過程,優良的脫模效果是保證拉擠工藝順利進行的主要條件。根據使用方式的不同,脫模劑可分為外脫模劑和內脫模劑。早期拉擠工藝采用外用脫模劑、常用硅油等。在使用中,脫模劑被放入一個特殊的容器中。當產品被拉出時,將脫模劑帶到浸有樹脂的玻璃纖維成型產品表面,然后進入成型模具成型固化,達到脫模效果。但脫模劑用量大,產品表面質量不理想。現在已經使用了內釋放劑。
內脫模劑直接加入到樹脂中。與液體樹脂相容,但與固化樹脂不相容。在一定的加工溫度下,從樹脂基體向固化產品表面散發擴散,在模具與產品之間形成一層隔離膜,起到釋放作用。內釋放劑一般有磷酸酯、蛋磷酸、硬脂酸、三乙醇胺油等。
其中硬脂酸鋅脫模效果較好。由于樹脂粘度高,粉狀硬脂酸鋅難以直接攪拌,且硬脂酸鋅松散,體積大,含空氣較多,導致樹脂起泡較多。因此,通常在使用交聯劑前加入硬脂酸鋅,使其成為均勻的糊狀,然后再加入樹脂。采用硬脂酸鋅作內釋放劑對產品的顏色、固化速度和樹脂粘度無顯著影響。
像六強在玻璃鋼橋架生產中,通常首選室溫下的液體內釋放劑。目前市場上的內釋放劑多為伯胺、仲胺、有機酸和脂肪酯共聚物的混合物。六強生產的玻璃鋼電纜橋架,產品強度高、具有良好的絕緣性,耐酸堿性,廣泛的應用于室內室外電力輸電。
